
由浙江交工承建的吉康改擴建C3合同明邊溝蓋板預制生產線位于南康區大坪鄉枧下村,為積極響應《交通強國建設綱要》及江西省交通強國試點實施要求,貫徹落實吉康改擴建項目辦平安百年品質工程建設理念,提升挖方路塹明邊溝蓋板預制品質、提高生產效率,項目引進了一套全自動小型預制構件(明邊溝蓋板)生產線,以實現機械化減人、自動化生產、高品質保障的目標。
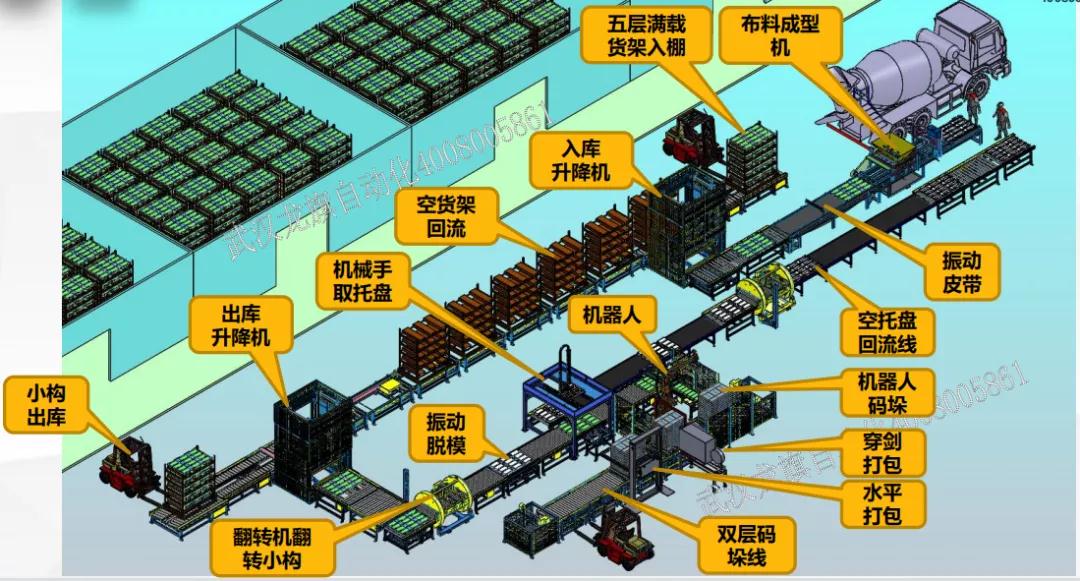
小構生產作業流程圖
據悉,該生產線擔負著該標段2240m3共32000塊明溝蓋板的預制生產任務。經過多次生產線設計優化,目前已建成包含小構澆筑區、小構轉運區、小構脫模區、小構碼垛區、小構空托盤回流等多種功能于一體的全自動流水生產線,并已實現量產,目前每天可穩定生產明溝蓋板約140片,后期可達280片/天。

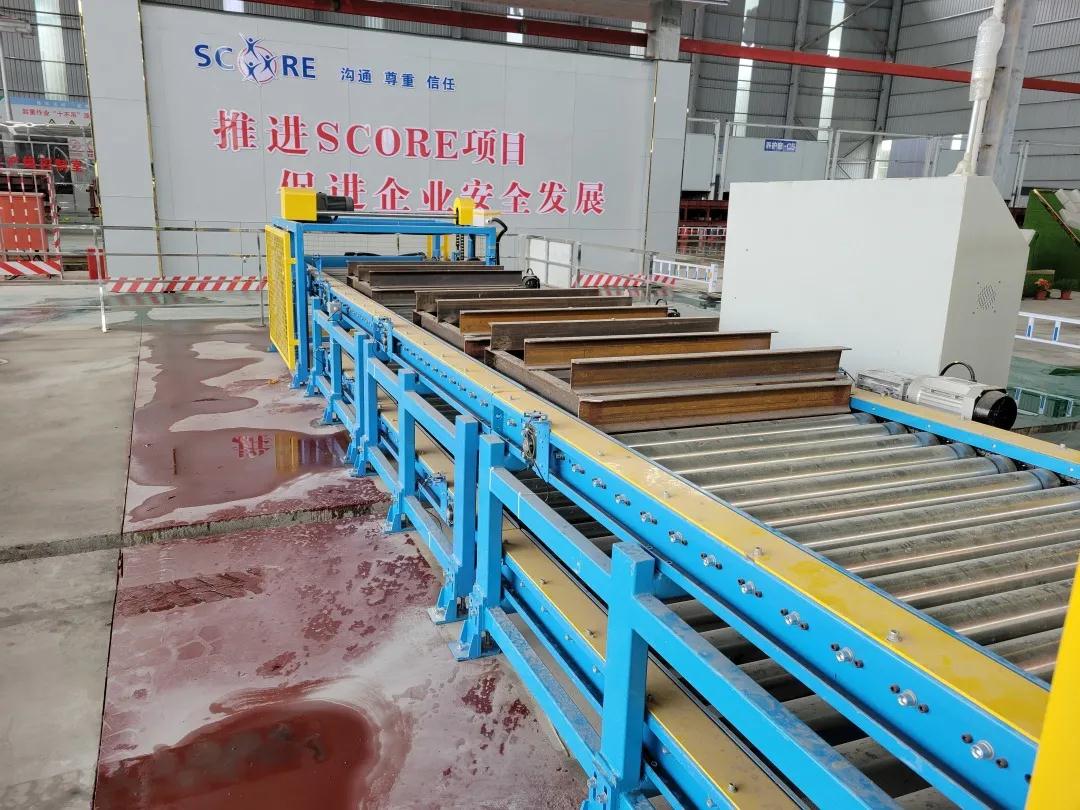
小構生產線全貌
小構澆筑區:該生產線包含生產線及回流線,空模盒經回流線進入自動感應區域噴灑脫模劑后,由人工布置鋼筋及保護層墊塊送入生產線,進入布料區后,混凝土通過布料成型主體進入模盒自動布料至設計方量,然后進入振動區采用振動皮帶保證振動均勻。

布料生產線 澆筑布料、自動噴油
小構轉運區:明溝蓋板澆筑布料完成并經自動振搗區域后來到自動碼垛區,機械抓手自動抓取托盤模盒后碼垛至五層,由叉車送入養護室進行養護,養護完成后由叉車送入脫模區域,托盤抓取機自動將模盒抓取至小構脫模區。


托盤抓取碼垛機

養護室
小構脫模區:模盒進入脫模區后首先來到翻轉機處,翻轉機將模盒及構件進行整體翻轉后構件朝下模盒底朝上進入振動脫模區域,通過安裝與底部的高頻振動機將模盒及構件分離,之后進入分離區,通過X軸機械手將托盤推正定位,方便抓取,再通過Y軸機械手將空托盤取放至另一側回流線上,構件繼續前行至構件成品碼垛區。

脫模振動臺

脫模翻轉機

X/Y軸機械手分離模盒及構件

龍門夾脫模
小構碼垛區:模盒及構件分離后,模盒進入回流線回到起點,構件通過傳送皮帶進入成品碼垛區域,由碼垛機器人通過機械臂端部的吸取夾具以及有效避免空位的側推裝置將成品構件進行每層兩塊共五層碼垛操作,碼垛工位可同時進行五個底托的穿劍打包作業,打包完成后由叉車取垛,底托進入升降機回到碼垛機器人處形成循環作業。

碼垛機器人 穿劍打包工位
小構空托盤回流線:小構空模盒經過小構脫模區時由X/Y軸機械手將其送入回流線,經回流皮帶進入緩存輥筒后再進入翻轉區將空模盒翻轉180°后經回流線皮帶回到起點進行自動噴油及放置鋼筋和混凝土墊塊,重新進入澆筑生產線形成循環作業。
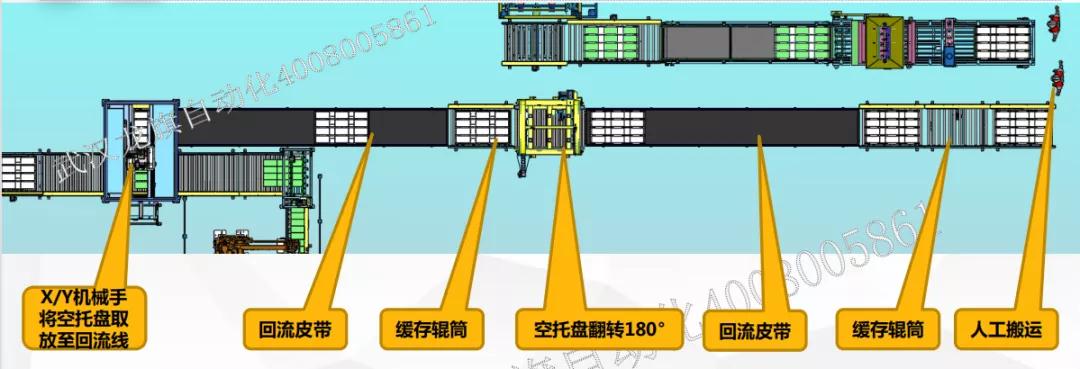
空托盤回流線

回流翻轉區

回流皮帶
該標段明邊溝蓋板自動化生產線的投產,實現了生產的自動化和工廠化,降低了用工成本,提升了施工效率,打破傳統小型構件預制生產過程中存在的高度依賴人工,且勞動強度大,生產效率低下,達不到日益增長的效益目標,生產受限于天氣及場地,生產安全無法得到有效保障等問題。下一步,該標段將在使用過程中不斷完善各個區域機械功能,緊扣質量安全控制點,以自動化生產工藝為七點,以機械化、工廠化生產為抓手,持續提升明溝蓋板預制質量。

